| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
|---|---|
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |





我司是一家面向全国客户销售批发: 山西朔州锻件加工、 山西朔州锻件加工, 山西朔州锻件加工等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。

聚贤丰汇金属材料有限公司
从事朔州锻件加工行业多年品质值得信赖


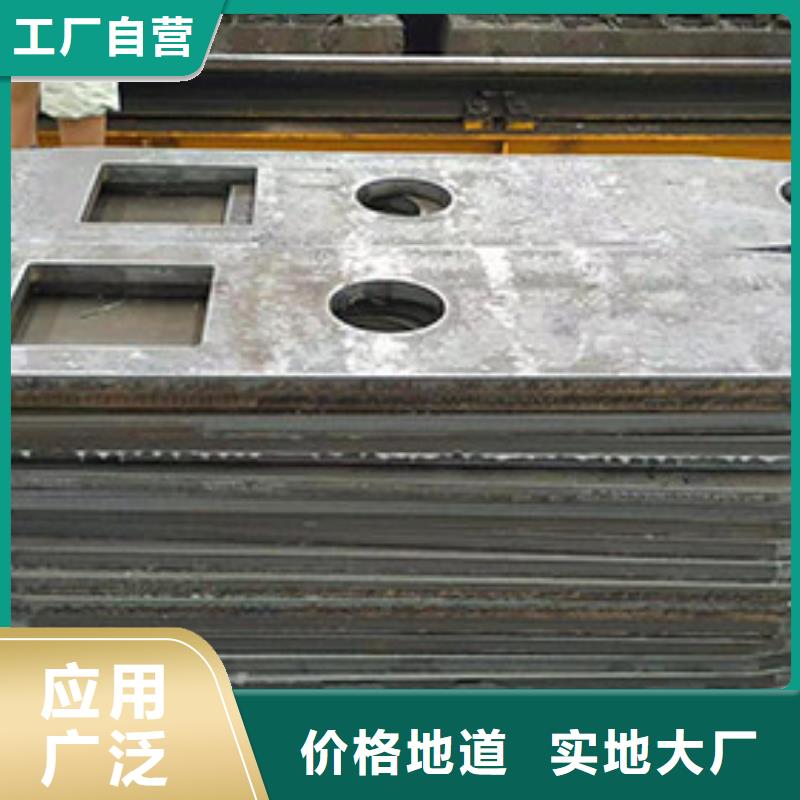
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
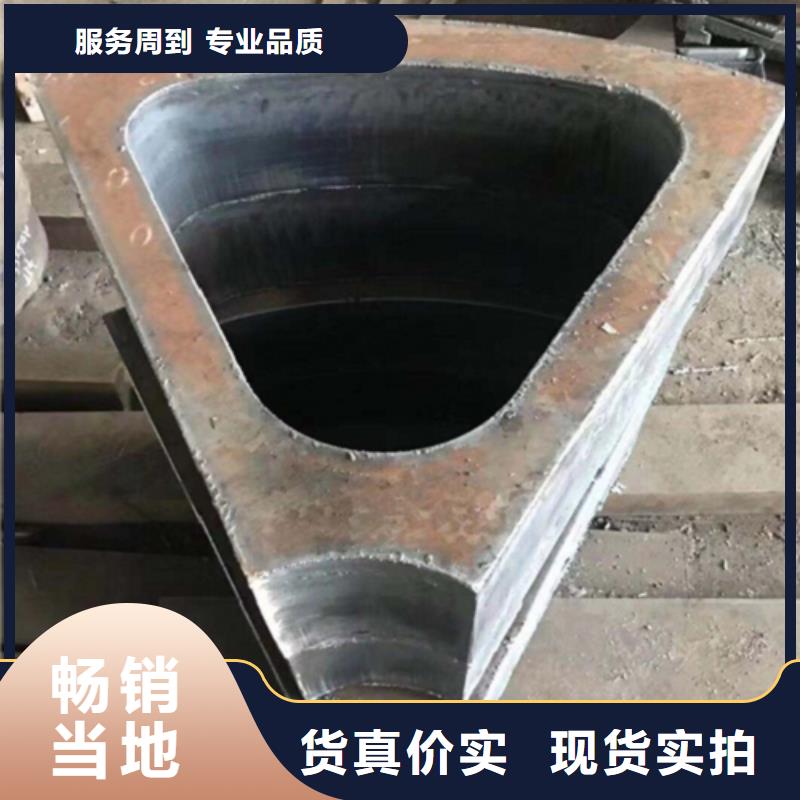
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。